- Tel:+8616638907067
- Email:[email protected]

Exhibition Name: METALLURGY/LITMASH 2024Exhibition address: Expocentre Fairgrounds MoscowExhibition time: From June 4 to June 6, 2024Booth: Hall3, 32F17 ShenNai Power began in 1994, producing and developing intermediate frequency electric furnaces and related supporting equipment. At present, it has Luoyang Shennai Electric Power Equipment Co., Ltd., Luoyang Shennai Import and Export Trade Co., Ltd., Liaoning Shennai excerpt …

1) Fault phenomenon: Frequent burnout of the thyristor original, after replacement, burned out Analysis: Refer to fault E) for additional introductions as follows: a. When the thyristor is turned off in reverse, the instantaneous glitch voltage subjected to the reverse voltage is too high, and the RC absorption is checked. b. The load is reduced excerpt …
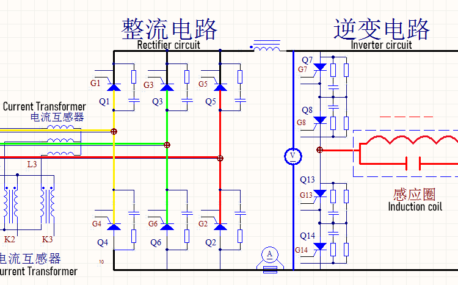
The basic working principle of the thyristor intermediate frequency power supply is to rectify the 50 Hz industrial frequency AC current into DC through a three-phase bridge rectifier circuit. Circuit diagra:
Please send us your request and we will reply to you within 24 hours.
We will get in touch with you as soon as possible